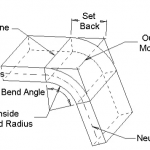
Máte svůj ohraňovací lis nastavený tak, aby ohýbal materiál přesně tam, kde ho chcete, v přesném úhlu, který daná práce vyžaduje. Vaše formování je ve formě, vaše čísla jsou schvácená a váš věrný ohraňovací lis jen čeká, aby udělal svou věc.

Ale je tu jedna životně důležitá věc, která se snadno přehlédne a je důležité pochopit, jak to funguje, a co je důležitější, jak to nastavit. Mluvíme samozřejmě o procesu korunování.
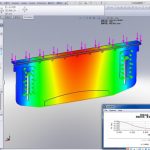
Crowning přichází ke hře vždy, když jsou ohnuty dlouhé nebo velké díly, může být také přínosné na delších a těžších ohraňovacích lisech a na těch na horním konci stupnice výkonu. Při působení zatížení k vytvoření ohybu dochází k určitému stupni průhybu. To způsobuje deformaci a to znamená, že pokud je váš ohyb na koncích přesný, díky servohydraulickému systému a pístům na koncích nosníku, nemusí to být vždy blíže středu vašeho obrobku.
To není případ chyby operátora nebo problém s vaším ohraňovacím lisem; je to spíše prostý fakt materiálové vědy a fyziky. Proces kompenzace tohoto jevu je v kostce korunován.
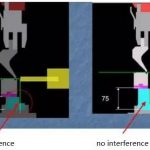
Pro zajištění konzistentního ohybu po celé délce obrobku je klíčový systém korunování, který může být buď v nosníku ohraňovacího lisu, v samotném stole nebo dokonce v obou. Zajišťuje, že úhly ve středu vašeho paprsku odpovídají úhlům na koncích a kompenzuje toto vychýlení přesně tam, kde je kompenzace potřebná. Hydraulické korunování bývá zabudováno do dnešních ohraňovacích lisů; existují také CNC klínové systémy, které mohou být nabízeny jako doplněk dodavatelem nástrojů nebo výrobcem ohraňovacích lisů.
1. Hydraulické kokrhání
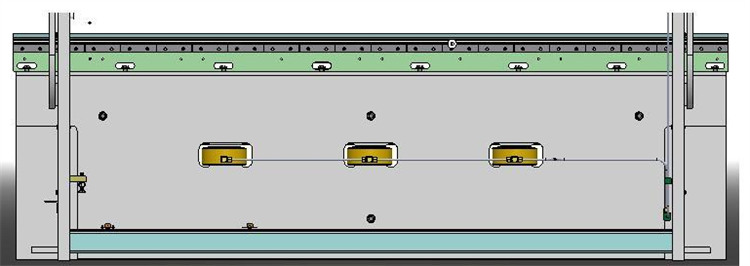
Na rám ohraňovacího lisu navíc k instalaci dvou hydraulických válců na dvou stranách nainstalujte další dvoupomocný hydraulický válec uprostřed stroje. Při zdvihu dolů se pomocný válec naplní tekutým olejem a sjede dolů. Během procesu ohýbání vstup hydraulického oleje do pomocného válce, takže jezdec generuje vychýlení směrem dolů pro kompenzaci.
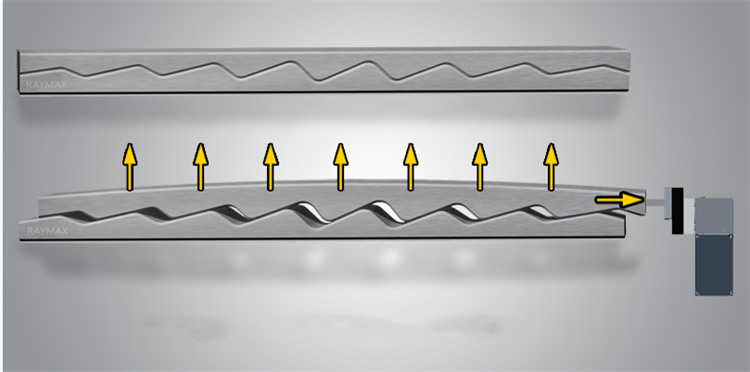
Nainstalujte pomocný hydraulický válec do spodní části pracovního stolu. Během procesu ohýbání vytváří na pracovním stole sílu směrem nahoru, která tvoří automatický korunkový systém.
Zařízení pro kompenzaci tlaku se skládá z několika malých olejových válců. obsahující olejový válec, základní desku, pomocnou desku a čepovou hřídel a kompenzační válec je umístěn na pracovním stole a je vytvořen systém kompenzace tlaku s proporcionálním pojistným ventilem.
Při práci. pomocná deska nese olejový válec, olejový válec drží základní desku nahoře. právě překonává deformaci jezdce a pracovního stolu. Konvexní zařízení je řízeno numerickým řídicím systémem, takže předpětí lze určit podle tloušťky desky, otvoru matrice a pevnosti materiálu v tahu při ohýbání různých plošných materiálů.
Výhodou hydraulického korunování je to, že může realizovat kompenzaci průhybu pro plynulou proměnnou deformaci s velkou flexibilitou kompenzace, ale existují určité nevýhody složité konstrukce a relativně vysokých nákladů.

2. Mechanické korunování
Mechanické korunování je druh nové metody kompenzace průhybu, která je obecně používána trojúhelníkovou šikmou klínovou strukturou.
Princip spočívá v tom, že klínový blok se dvěma trojúhelníky s úhly, přičemž horní klín se pohybuje pevně ve směru x, se může pohybovat pouze ve směru y. Když se klín posune o vzdálenost ve směru x, horní klín se posune o vzdálenost h pod silou spodního klínu. což je princip mechanického korunování.
Pokud jde o stávající strukturu mechanické kompenzace. dvě kolébkové desky jsou umístěny po celé délce na pracovním stole, horní a spodní deska jsou spojeny talířovou pružinou a botkami. Horní a spodní desky se skládají z řady šikmých klínů s různými sklony, přes motorový pohon je činí relativně pohyblivými, tvořícími a ideální křivkou pro sadu konvexních poloh.

Související produkty
 Jak vybrat tonáž hydraulického ohraňovacího lisu
Jak vybrat tonáž hydraulického ohraňovacího lisu- Jak vypočítat povolený ohyb pro váš ohraňovací lis
- Proč přidat kompenzační systém k ohraňovacímu lisu
- Kantonský veletrh
- Ohraňovací lis Čína 40 tun
- Pravidla bezpečného provozu hydraulického lisu
- Top 10 čínských výrobců elektrických lisů
- Z čeho jsou lisovací nástroje vyrobeny? Co jsou ohraňovací lisy?
- Jak vybrat vhodnou matrici ohýbačky ohraňovacího lisu
- Konvenční sekvence ohýbání a specifikace denního použití formy ohýbacího stroje