Konvenční sekvence ohýbání
1. Nejprve krátká strana a nejprve dlouhá strana: Obecně řečeno, když jsou všechny čtyři strany ohnuté, je skládání nejprve krátké strany a poté dlouhé strany výhodné pro zpracování obrobku a montáž ohýbací formy.
2. Nejdříve periferie a pak střed: Za normálních okolností obvykle začíná od okraje obrobku a ohýbá se směrem ke středu obrobku.
3. Nejdříve část, pak celá: Pokud jsou uvnitř nebo vně obrobku nějaké struktury, které se liší od jiných ohýbacích struktur, obecně se nejprve ohýbají tyto struktury a poté ostatní části.
4. Zvažte situaci interference a přiměřeně uspořádejte sekvenci ohýbání: sekvence ohýbání není statická a sekvence zpracování by měla být vhodně upravena podle tvaru ohybu nebo překážek na obrobku.

Specifikace formy pro každodenní použití ohýbacího stroje
1. Zapněte napájení ohýbačky ohraňovacího lisu, otočte klíčový spínač, stiskněte olejové čerpadlo pro spuštění, olejové čerpadlo ohýbačky se začne otáčet a stroj ještě nezačal pracovat.
2. Nastavení zdvihu vyžaduje zkušební provoz při oficiálním spuštění formy ohýbacího stroje. Když horní matrice ohýbačky klesá ke dnu, musí tam být mezera o tloušťce desky. Jinak to způsobí poškození formy a stroje. Nastavení zdvihu má také elektrické rychlé nastavení a ruční jemné nastavení.
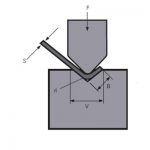
3. Pro výběr zářezu formy ohýbacího stroje se obecně volí zářez o velikosti 8násobku šířky tloušťky plechu. Pokud ohýbáte 4mm plech, musíte zvolit štěrbinu asi 32.

4. Zkontrolujte přesah a pevnost horní a spodní formy ohýbačky; zkontrolujte, zda polohovací zařízení splňují požadavky na zpracování. Často kontrolujte překrytí horní a spodní formy; zda pokyny tlakoměru splňují předpisy.
5. Když je plech ohýbán, musí být zhutněn, aby se zabránilo zvednutí plechu a zranění obsluhy během ohýbání.
6. Při seřizování plechové matrice musí být odpojeno napájení a provoz by měl být zastaven.
7. Při výměně otvoru spodní matrice variabilního ohýbacího stroje nesmí žádný materiál přijít do kontaktu se spodní matricí.
8. Je zakázáno používat ohýbací nástroje k ohýbání příliš silných železných plechů nebo kalených ocelových plechů, ušlechtilých legovaných ocelí, čtvercových ocelí a plechů, které přesahují výkon ohýbačky plechu, aby nedošlo k poškození obráběcího stroje. .
9. Vypněte ohýbačku a umístěte dřevěné bloky na spodní formy pod válce na obou stranách, aby se horní posuvná deska spustila na dřevěné bloky. Nejprve ukončete program řídicího systému a poté vypněte napájení.

Související produkty
 Pravidla bezpečného provozu hydraulického lisu
Pravidla bezpečného provozu hydraulického lisu- Jak vybrat vhodnou matrici ohýbačky ohraňovacího lisu
- Využijte dovednosti CNC ohýbačky
- WILA Efektivní řešení ohýbání středních a silných plechů
- Jak vybrat tonáž hydraulického ohraňovacího lisu
- Běžné závady a způsob odstraňování problémů pro čtyřsloupový hydraulický lis
- Oprava běžných poruch hydraulického nůžkového stroje a údržba systému olejového okruhu
- Proč přidat kompenzační systém k ohraňovacímu lisu
- Co Je Korunování ohraňovacího lisu
- Jak vypočítat povolený ohyb pro váš ohraňovací lis