Střední a tlusté plechy jsou široce používány v různých oblastech jako zátěžové díly, jako jsou buldozery, bagry, nakladače, železniční osobní vozy a další stavební stroje a lokomotivy. Střední a těžké desky obvykle označují kovové desky o tloušťce mezi 4,5 a 25 mm. Mezi způsoby tváření středních a těžkých plechů patří především: tváření ohraňovacím lisem, tváření na válcovacích strojích a tváření lisováním. Ohýbání (skládání) je široce používaná a hojná metoda tváření produktové řady pro střední a tlusté plechy.
Potíže při ohýbání desek jsou dlouhé obrobky, vysoký tlak, obtížné tvarování, nízká účinnost a obtížné ovládání přesnosti. Konečným výsledkem ohýbání je komplexní odraz materiálových parametrů, procesních parametrů a parametrů formy. Rozumná konstrukce těchto parametrů je klíčem ke zlepšení ohýbacího výkonu středních a tlustých plechů.

Tonáž ohraňovacího lisu (ohýbačka ohraňovacího lisu)
Prvním problémem, kterému čelí ohýbání středních a tlustých plechů, je výběr tonáže ohýbačky ohraňovacího lisu a to, zda nosnost přípravku a formy odpovídá požadavkům.
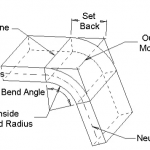
Síla F je vyvozena ohýbacím lisem, aby poháněla vzájemný pohyb mezi horní a spodní formou, čímž dochází k ohýbání desky. Pro ohýbání plechů z uhlíkové oceli o 90° udává WILA empirickou hodnotu napětí desky, jak je uvedeno v tabulce 1. Když je tloušťka uhlíkové oceli 20 mm, lze zvolit spodní matrici s V=160 mm. V této době je silové zatížení ohýbačky 150t/m.
F = síla na jednotku délky (t/m);
S= tloušťka materiálu (mm);
ri= poloměr ohybu vnitřního rohu (mm);
V= spodní velikost otvoru matrice (mm);
B= nejkratší hrana příruby (mm) );
hliník: F x 50 %;
hliníková slitina: F×100 %;
nerezová ocel: F×150 %;
lisování a ohýbání: F×(3~5)

Těžká hydraulická svorka
Nosné metody těžkých horních hydraulických svěrek WILA zahrnují horní zatížení a ramenní zatížení a maximální zatížení je 250 t/m, respektive 800 t/m. Silový povrch přípravku využívá CNC technologii hlubokého kalení. Tvrdost podle Rockwella je 56~60HRC a hloubka kalení je až 4 mm, což má vysokou tvrdost a silnou odolnost proti opotřebení. Hydraulická svěrka využívá hydraulické rychlé upínání a roztahování hydraulické hadice pohání pohyb upínacího čepu tak, aby forma automaticky dosedla a ohybová linie byla automaticky vystředěna. U ohýbací formy s celkovou délkou 6 metrů trvá úplné upnutí hydraulického upínání jen asi 5 sekund a komplexní účinnost použití je 3~6krát vyšší než u běžného ručního upínacího systému.

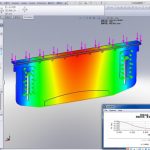
Kompenzační pracovní stůl pro těžké stroje
Pro ohýbání středních a tlustých plechů může nová verze vysoce výkonného mechanického kompenzačního stolu WILA od společnosti WILA nejen snadno splnit požadavky na zatížení, ale také kompenzovat průhyb a deformaci ohýbačky. Pracovní stůl s mechanickou kompenzací využívá hydraulické upínání, přesnost povrchu může dosáhnout ±0,01 mm, tvrdost Rockwell je 56 ~ 60 HRC a hloubka kalení je až 4 mm. Pracovní stůl s mechanickou kompenzací využívá univerzální instalační rozhraní UPB WILA, které se snadno instaluje a má vyšší přesnost. Má také vlastní nastavení směru Tx a Ty, které může zajistit, že pracovní stůl a zadní doraz zůstanou rovnoběžné v předním a zadním směru, a mohou provádět lokální korekci úhlové odchylky.

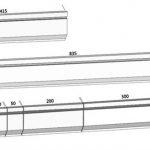
Těžká ohýbací matrice/nástroje
Kvůli tloušťce plechu se pro ohýbání středních a tlustých plechů obecně volí spodní forma s větší velikostí otvoru (V24~V300) a forma s větší nosností. Celkové rozměry formy jsou obecně velké a hmotnost formy překračuje běžnou manipulační kapacitu operátora. S pomocí válečkových ložisek umožňuje patentovaná technologie WILA E2M (Easy to Move) operátorům pohodlně, bezpečně a rychle přemisťovat těžké ohýbací formy, což výrazně šetří čas na výměnu formy a seřizování stroje.
Mohou být poskytnuty ohýbací formy s různými tvary nožů a spodními otvory forem, které splňují potřeby zákazníků, jako jsou rovné nože, šavle s husím krkem, filetové formy a multi-V formy. Přesným broušením klíčových dílů je rozměrová přesnost formy až ±0,01 mm. Prostřednictvím zpracování CNC technologie hlubokého kalení a kalení může tvrdost formy dosáhnout 56 ~ 60 HRC a hloubka kalené vrstvy může dosáhnout 4 mm.

Pro ohýbání středních a silných plechů s různou tloušťkou plechů poskytuje WILA také formy Multi-V, které jsou k dispozici ve dvou formách: automaticky nastavitelný V port a ručně nastavitelný V port, jak je znázorněno na obrázku 6. Prostřednictvím numerického řízení motoru popř. nastavovacího bloku, velikost otvoru V dolní formy lze libovolně upravit podle charakteristiky desky, což je vhodné zejména pro ohýbání středních a silných desek s vysokým odrazem a vysokou pevností. Forma Multi-V je zároveň dodávána s tvrzenými válečky s nízkým koeficientem tření, což může výrazně snížit vnější záhyby ohýbaných dílů a zároveň může snížit ohýbání o 10%~30% ve srovnání s tradiční spodní forma.

Související produkty
 Jak vybrat tonáž hydraulického ohraňovacího lisu
Jak vybrat tonáž hydraulického ohraňovacího lisu- Využijte dovednosti CNC ohýbačky
- Princip činnosti a složení CNC ohraňovacího lisu
- Jak vybrat vhodnou matrici ohýbačky ohraňovacího lisu
- Konvenční sekvence ohýbání a specifikace denního použití formy ohýbacího stroje
- Proč přidat kompenzační systém k ohraňovacímu lisu
- Jak vypočítat povolený ohyb pro váš ohraňovací lis
- Čína ohraňovací lis na ohýbací stroj
- Z čeho jsou lisovací nástroje vyrobeny? Co jsou ohraňovací lisy?
- Ohraňovací lis Výhody a nevýhody