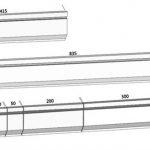
CNC ohýbačka je důležitým zařízením při zpracování plechu a její přesnost práce přímo ovlivňuje přesnost ohýbání obrobku. Ohraňovací lis je při ohýbání obrobku vystaven největší síle na obou koncích jezdce a reakční síla při ohýbání desky způsobuje konkávní deformaci na spodní ploše jezdce. Deformace střední části jezdce je největší a konečný úhel ohybu obrobku Velikost se mění po celé délce.
Pracovní stůl - plné zatížení - deformace


Pro eliminaci nepříznivých vlivů způsobených deformací jezdce je nutné kompenzovat průhybovou deformaci jezdce. Mezi obvyklé kompenzační metody patří hydraulická kompenzace a mechanická kompenzace, které obě způsobí, že střed pracovního stolu vyvolá pružnou deformaci směrem nahoru k přesazení Deformace suportu obráběcího stroje zajišťuje přesnost povrchu spoje obrábění a zlepšuje přesnost obrobku.


Tabulka analýzy faktoru bezpečnosti plísní

Dva způsoby kompenzace
1. Hydraulická kompenzace
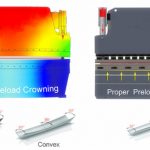
Hydraulický automatický mechanismus vyrovnávání průhybu pracovního stolu se skládá ze skupiny olejových válců instalovaných ve spodním pracovním stole. Poloha a velikost každého kompenzačního válce jsou navrženy podle křivky kompenzace průhybu jezdce a analýzy konečných prvků pracovního stolu. Hydraulická kompenzace je kompenzace vyboulení neutrální verze, která je realizována prostřednictvím relativního posunutí mezi předními, středními a zadními třemi vertikálními deskami. Principem je realizovat vyboulení pružnou deformací samotné ocelové desky, takže velikost kompenzace může být nastavena v elastickém rozsahu pracovního stolu.

2. Mechanická kompenzace
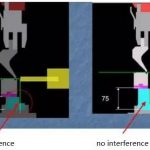
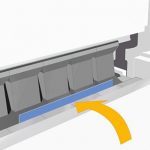
Mechanická kompenzace se skládá ze sady vyčnívajících šikmých klínů se šikmými plochami a každý vyčnívající klín je navržen podle křivky průhybu jezdce a pracovního stolu na základě analýzy metodou konečných prvků. Číslicový řídicí systém vypočítá požadovanou výši kompenzace podle zatěžovací síly při ohýbání obrobku (tato síla způsobí vychýlení a deformaci jezdce a vertikální desky pracovního stolu) a automaticky řídí relativní pohyb konvexních klínů, aby účinně kompenzovat deformaci vychýlení produkovanou posuvným blokem a vertikální deska pracovního stolu může získat ideální ohýbaný obrobek. Mechanická kompenzace výchylky je realizována řízením polohy pro dosažení "předběžného nárazu". Sada klínů tvoří linii v podélném směru pracovního stolu. Křivka se stejným vychýlením činí mezeru mezi horní a spodní formou konzistentní při ohýbání a zajišťuje stejný úhel ohýbaného obrobku v podélném směru.


Související produkty
 Běžné mechanické poruchy a údržba ohraňovacích lisů
Běžné mechanické poruchy a údržba ohraňovacích lisů- Čína ohraňovací lis na ohýbací stroj
- 4 kroky k poznání E21 Systém CNC ohýbačky plechu
- Co Je Korunování ohraňovacího lisu
- Jak vybrat tonáž hydraulického ohraňovacího lisu
- Z čeho jsou lisovací nástroje vyrobeny? Co jsou ohraňovací lisy?
- Jak provést kompenzaci průhybu u CNC ohýbačky plechu
- Využijte dovednosti CNC ohýbačky
- Kolik typů hydraulických ohraňovacích brzd
- Jak vybrat vhodný CNC hydraulický ohraňovací lis