Pro eliminaci nepříznivých vlivů způsobených deformací jezdce je nutné kompenzovat průhybovou deformaci jezdce. Způsoby kompenzace, jak je uvedeno níže:
1. Hydraulická kompenzace
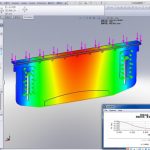
Hydraulický automatický mechanismus vyrovnávání průhybu pracovního stolu se skládá ze skupiny olejových válců instalovaných ve spodním pracovním stole. Poloha a velikost každého kompenzačního válce jsou navrženy podle křivky kompenzace průhybu jezdce a analýzy konečných prvků pracovního stolu.
Hydraulická kompenzace vyboulení neutrální verze je realizována prostřednictvím relativního posunutí mezi předními, středními a zadními třemi vertikálními deskami. Principem je realizovat vyboulení pružnou deformací samotného ocelového plechu, takže kompenzaci lze realizovat v elastickém rozsahu nastavení pracovního stolu.

2. Metoda tabulky mechanické kompenzace
Vyčnívající klíny jsou složeny ze souboru vyčnívajících šikmých klínů se šikmými plochami. Každý vyčnívající klín je navržen podle křivky průhybu kluzného bloku a pracovního stolu metodou konečných prvků.
Číslicový řídicí systém vypočítá požadovanou výši kompenzace podle zatěžovací síly při ohýbání obrobku (tato síla způsobí vychýlení a deformaci jezdce a vertikální desky pracovního stolu) a automaticky řídí relativní pohyb konvexního klínu. Tím může účinně kompenzovat deformaci vychýlení produkovanou posuvným blokem a vertikální deskou pracovního stolu a může získat ideální ohýbaný obrobek.
Mechanická kompenzace průhybu je realizována ovládáním polohy "předběžku" a je vytvořena sada klínů v podélném směru pracovního stolu. Křivka se stejným skutečným vychýlením činí mezeru mezi horní a spodní formou konzistentní během ohýbání a zajišťuje stejný úhel ohýbaného obrobku v podélném směru.

Výhody mechanické kompenzace
1) Mechanickou kompenzací lze dosáhnout přesné kompenzace průhybu po celé délce pracovního stolu. Mechanická kompenzace průhybu má dlouhodobou stabilitu, snižuje četnost údržby hydraulické kompenzace (např. únik oleje) a je bezúdržbová po dobu životnosti obráběcího stroje.
2) Protože mechanická kompenzace průhybu má více kompenzačních bodů, může CNC plechová brzda dosáhnout lineární kompenzace při ohýbání obrobku při práci a může zlepšit ohybový účinek obrobku.
3) Mechanická kompenzace využívá potenciometr pro měření polohy zpětného signálu. Jako numerická řídicí osa realizuje digitální řízení a zpřesňuje hodnotu kompenzace.
Související produkty
 Proč přidat kompenzační systém k ohraňovacímu lisu
Proč přidat kompenzační systém k ohraňovacímu lisu- Hydraulický ohraňovací lis pro nerezovou ocel
- Běžné mechanické poruchy a údržba ohraňovacích lisů
- Běžné závady a způsoby odstraňování problémů 100t čtyřsloupového hydraulického lisu
- Hydraulický tandemový ohraňovací lis
- Elektrohydraulický synchronní VS torzní synchronní CNC ohýbací stroj s torzní osou
- DA66T CNC hydraulický ohraňovací lis
- IPG Uzavřený typ desky 4KW vláknový laserový řezací stroj na kov
- Čína ohraňovací lis na ohýbací stroj
- Kolik typů hydraulických ohraňovacích brzd