1. Různé konstrukční principy
Konstrukční principy obou modelů jsou odlišné, což má za následek různé struktury pro zajištění synchronizace na obou stranách ohýbacího jezdce. Ohýbačka s torzní osou používá torzní osu ke spojení levé a pravé kyvné tyče k vytvoření torzní osy, která nutí synchronizační mechanismus k pohybu nahoru a dolů po válcích na obou stranách, takže ohýbačka se synchronizací torzní osy je mechanická metoda nucené synchronizace , a paralelnost posuvníku nelze automaticky kontrolovat automatické zprostředkování.
Elektrohydraulická synchronní ohýbačka slouží k instalaci magnetické (optické) stupnice na jezdec a nástěnnou desku. Numerický řídicí systém může kdykoli analyzovat synchronizaci obou stran jezdce prostřednictvím zpětné vazby magnetické (optické) stupnice. Pokud dojde k chybě, systém číslicového řízení se nastaví prostřednictvím proporcionálního elektrohydraulického servoventilu tak, aby synchronizoval zdvih na obou stranách jezdce. Numerický řídicí systém, skupina hydraulických řídicích ventilů a magnetická stupnice tvoří zpětnovazební řízení elektrohydraulického synchronního ohýbacího stroje.

2. Přesnost
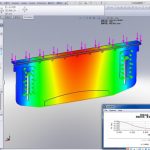
Rovnoběžnost jezdce určuje úhel obrobku. Synchronní ohýbačka s torzní osou mechanicky udržuje synchronizaci jezdce bez chybové zpětné vazby v reálném čase a stroj sám nemůže provádět automatické úpravy. Navíc je jeho částečná únosnost špatná (synchronní ohýbačka s torzní osou využívá torzní osu k přinucení synchronizačního mechanismu k pohybu válců na obou stranách nahoru a dolů. Pokud dlouhodobé částečné zatížení způsobí deformaci torzní osy .), elektrohydraulický synchronní ohýbací stroj je systém přes proporcionální el. Skupina kapalinových ventilů řídí synchronizaci jezdce a magnetická (optická) stupnice poskytuje zpětnou vazbu o chybě v reálném čase. Pokud dojde k chybě, systém se nastaví prostřednictvím proporcionálního ventilu, aby byla zachována synchronizace jezdce.
3. Rychlost
V práci stroje jsou dva body, které určují jeho rychlost chodu: (1) rychlost jezdce, (2) rychlost zadního dorazu, (3) krok ohýbání.
Synchronní ohýbačka s torzní osou používá válec 6:1 nebo 8:1, který je pomalý, zatímco elektrohydraulická synchronní ohýbačka používá válec 13:1 nebo 15:1, který je rychlý. Proto je rychlost spouštění a návratová rychlost elektrohydraulického synchronního ohýbacího stroje mnohem vyšší než u torzního synchronního ohýbacího stroje.
Když se jezdec synchronní ohýbačky s torzní osou pohybuje směrem dolů, ačkoli rychlost má funkce rychlého dolů a zpomalení, rychlost rychlého dolů a návratu je pouze 80 mm/s a rychlé a pomalé přepínání není plynulé. Rychlost chodu zadního dorazu je pouze 100 mm/s.
Pokud je třeba obrobek ohýbat ve více krocích, musí být každý proces synchronního ohýbacího stroje s torzní osou nastaven samostatně a proces zpracování je velmi těžkopádný. Elektrohydraulický synchronní stroj však může nastavit a uložit proces každého kroku prostřednictvím počítače a může být provozován nepřetržitě, což výrazně zlepšuje rychlost kroku ohýbání a zlepšuje efektivitu práce.
Když sjede jezdec elektrohydraulické synchronní ohýbačky dolů, má rychlost funkce rychlého zpomalení a zpomalení. Rychlá rychlost dolů a návratu může dosáhnout 200 mm/s a rychlá a pomalá konverze je hladká, což může výrazně zlepšit efektivitu výroby. Rychlost chodu zadního dorazu přitom dosahuje 300 mm/s.
4. Síla
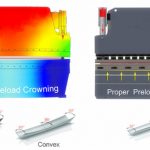
Díky své vlastní konstrukci se torzní synchronní ohýbačka nemůže ohýbat při excentrickém zatížení. Při dlouhodobém ohýbání pod excentrickým zatížením způsobí deformaci torzního hřídele. Elektrohydraulická synchronní CNC ohýbačka takový problém nemá. Osy Y1 a Y2 na levé a pravé straně fungují nezávisle, takže je lze ohýbat při částečném zatížení. Pracovní účinnost elektrohydraulické synchronní ohýbačky může být ekvivalentní dvou až tří torzních synchronních ohýbacích strojů.
Související produkty
 Princip činnosti a složení CNC ohraňovacího lisu
Princip činnosti a složení CNC ohraňovacího lisu- Proč přidat kompenzační systém k ohraňovacímu lisu
- Porovnání a výběr ohraňovacích CNC systémů
- 4 kroky k poznání E21 Systém CNC ohýbačky plechu
- Jak provést kompenzaci průhybu u CNC ohýbačky plechu
- Nejprodávanější hydraulický tlakový hydraulický dílenský lis hydraulický lis tunový hydraulický
- Ohraňovací lis Čína 40 tun
- Pravidla bezpečného provozu hydraulického lisu
- WILA Efektivní řešení ohýbání středních a silných plechů
- Běžné mechanické poruchy a údržba ohraňovacích lisů