| gilotinový nůžkový stroj | stroj na stříhání houpaček | |
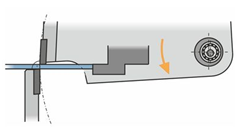
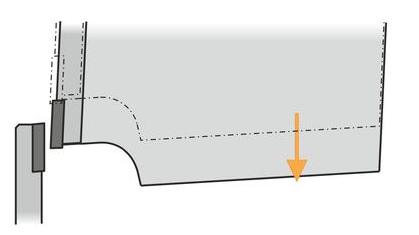
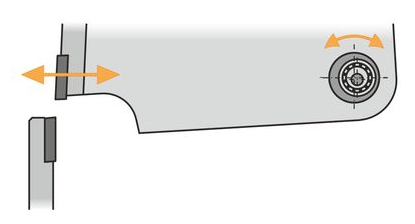
| Směr pohybu paprsku | horní paprsek se pohybuje rovně | kyvný paprsek se pohybuje s horní čepelí v kruhovém oblouku |
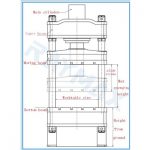
| Držák čepele | Držák čepele gilotinového střihacího stroje se pohybuje vertikálně a lineárně vzhledem ke spodnímu ostří čepele, aby bylo zajištěno, že stříhací list je kroucen a deformován s malou přímostí a přesnější. | Těleso držáku čepele stříhacího stroje s výkyvným paprskem je zakřivené a využívá obloukový bodový kontakt k zajištění přímosti stříhaného materiálu. |
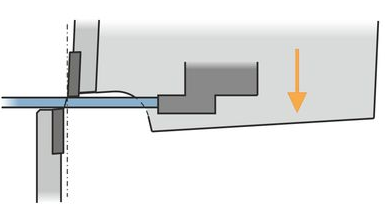
| Průnik horní lopatky | Horní čepel proniká materiálem s přesazením (vůlí čepele) vůči spodní čepeli. ● Šikmá lomená linie řezu. ● Větší otřepy, zvláště když čepele nejsou ostré.
| Horní čepel proniká plechem nad spodní čepelí. ● Čisté, pravoúhlé řezy téměř bez otřepů.
|
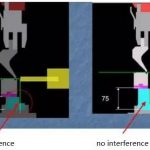
| Horní a spodní čepel | ● Horní a spodní čepel se o sebe třou, když je vůle čepele malá, takže čepele se otupují. ● Vyžaduje časté výměny kotouče.
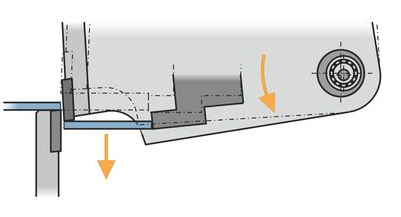
| ● Řez se provádí otočným pohybem kyvného nosníku. Po provedení řezu se horní kotouč oddálí od spodního kotouče. Zabraňuje zaseknutí polotovaru mezi spodní čepel a doraz. ● Není potřeba často měnit čepel.
|
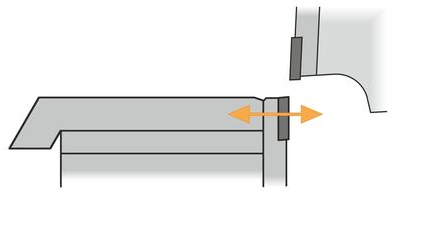
| Nastavení vůle čepele | ● Zdlouhavé a nákladné seřizování vůle přemístěním střižného stolu. ● Dlouhé prostoje. ● Často dochází ke kompromisům v kvalitě řezu.
| ● Vůli kotouče lze snadno nastavit jednoduchým otočením excentrické řezné mezery. ● Krátké časy nastavení. ● Automatické nastavení u strojů s vyšší kapacitou.
|
| Pohled v řezu na čepel | Náměstí | Čtyřúhelníkový tvar ve tvaru kosočtverce |
| Pohybová dráha čepele | Čepel se pohybuje vertikálně | Čepel se při řezání desky pohybuje mírným obloukem. |
| Roviny výměny lopatek | Čtyři roviny čepele lze vyměnit. | Dvě roviny čepele lze používat zaměnitelně. |
| Stabilita | Když je stroj v chodu, olejové válce na obou koncích pohánějí horní nůž tak, aby se lineárně pohyboval nahoru a dolů se silnou stabilitou. | Když je stroj v chodu, olejové válce na obou koncích pohánějí horní čepel, aby se pohybovala nahoru a dolů v oblouku. Stabilita proto není tak dobrá jako u gilotinových nůžek. |
| Tloušťka prkének | Hydraulické nůžky na gilotinu jsou vhodné pro řezání desek nad 10 mm. | Nůžky s otočným nosníkem jsou vhodné pro řezání tenkých plechů pod 10 mm (včetně 10 mm). |
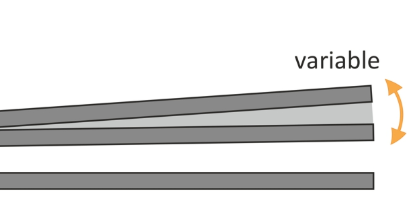
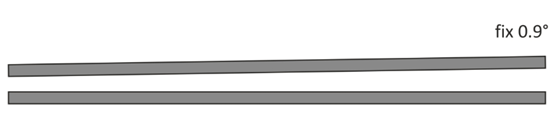
| Úhel střihu | Úhel střihu gilotinového nůžkového stroje lze nastavit. | Úhel střihu otočného paprskového nůžkového stroje je pevný a nelze jej nastavit. |
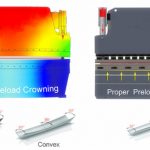
| Řezy | Twist řezy Hydraulické gilotinové nůžky používají variabilní úhel čela. Nízký úhel čela pro tenké materiály. Vysoké úhly čela pro silnější materiály. Stroje lze postavit lehčí. Výsledkem jsou zkroucené díly s úzkými proužky.
| Střihy bez kroucení Řezání otočným nosníkem vyžaduje konstrukci jízdních nůžek. Důvodem je nízký úhel čela, který je fixní pro jakoukoli tloušťku materiálu. Nízký úhel čela má za následek, že díly bez kroucení začínají na tloušťce plechu asi 10-15x.
|
Související produkty
 Jak upravit mezeru mezi lopatkami hydraulického nůžkového stroje
Jak upravit mezeru mezi lopatkami hydraulického nůžkového stroje- Obsluha a údržba CNC plechové brzdy
- Hydraulické nůžky na gilotinové nůžky QC11Y
- Jak ovládat gilotinový nůžkový stroj
- Každodenní údržba CNC vláknového laserového řezacího stroje
- Údržba hydraulického lisu
- Jak vybrat vhodnou matrici ohýbačky ohraňovacího lisu
- Z čeho jsou lisovací nástroje vyrobeny? Co jsou ohraňovací lisy?
- Jak provést kompenzaci průhybu u CNC ohýbačky plechu
- Hydraulický nůžkový stroj na gilotinové nůžky E21S