V posledních letech jsou ohýbačky kovových brzd široce používány v různých průmyslových odvětvích a rozšiřuje se rozsah zpracování ohýbacích strojů. O výpočtu ohybové síly však neproběhla systematická diskuse. V současnosti existují zhruba dva typy vzorců pro výpočet ohybové síly doporučené v manuálech různých výrobců ohýbacích lisů.
![]()
P - ohybová síla, KN;
S - tloušťka plechu, mm;
l - délka ohybu plechu, m;
V - šířka spodního otvoru matrice, mm;
σb - Pevnost materiálu v tahu, MPa.
Výrobcem doporučená tabulka parametrů ohybové síly je rovněž vypočtena podle výše uvedeného vzorce.
Proces odvození a rozsah použití vzorce pro výpočet ohybové síly
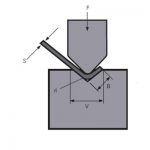
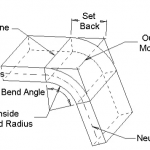
Obrázek 1 je schematický diagram práce při ohýbání plechu. Dále je popsán postup odvození vzorce pro výpočet ohybové síly a dvě další podmínky parametrů. Za prvé, taková doporučení jsou v návodu k produktu. Při volném ohýbání je zvolená spodní šířka otvoru V matrici 8 až 10násobek tloušťky plechu S. Zde vezmeme poměr stran .

Obrázek 1 Schematické schéma ohýbání
P - ohybová síla
S - tloušťka plechu
V - spodní šířka otvoru matrice
r - vnitřní poloměr při ohýbání plechu
K - šířka vodorovného průmětu ohybové deformační zóny![]() =9
=9
Za druhé, výrobce uvádí odpovídající hodnoty šířky matrice V a vnitřního průměru r ohýbaného obrobku v tabulce parametrů ohybové síly. Obecně r=(0,16~0,17)V. Zde poměr průměru k šířce ![]() =0.16.
=0.16.
Během procesu ohýbání plechu je materiál v deformační zóně ve vysoce plastickém deformačním stavu a je ohýbán pod úhlem kolem středové osy. Na vnějším povrchu ohybové zóny se mohou v některých případech objevit mikrotrhliny. Na průřezu deformační zóny, kromě okolí středové vrstvy, jsou napětí v ostatních bodech blízká pevnosti v tahu materiálu. Horní část neutrální vrstvy je stlačena a spodní část je napnuta. Obrázek 2 ukazuje příčný řez a odpovídající diagram napětí v deformační zóně.

Obrázek 2 Diagram napětí
S - tloušťka plechu
l - délka ohybu plechu
Ohybový moment na průřezu deformační zóny je:

Ohybový moment generovaný ohybovou silou stroje v deformační zóně je (viz obrázek 1):
![]()
Z![]()
![]()
Při použití univerzálních forem pro volné ohýbání na ohýbačce je většina plechu ohnuta o 90°. Jak je znázorněno na obrázku 3. K je:
![]()
Dosazením K do rovnice (1) dostaneme:

Pevnost v tahu běžných materiálů σb=450N/mm2, dosazením vzorce (2) do:
![]()
Z procesu odvození je vidět, že při použití rovnice (2) nebo rovnice (3) pro výpočet ohybové síly, dvě přídavné
musí být splněny výše uvedené podmínky parametrů. Tedy poměr stran![]() =9, poměr průměru k šířce
=9, poměr průměru k šířce![]() =0,16, jinak to způsobí velkou chybu.
=0,16, jinak to způsobí velkou chybu.

Obrázek 3 Volné ohýbání
S - tloušťka plechu
r - vnitřní poloměr při ohýbání plechu
K - šířka vodorovného průmětu ohybové deformační zóny
Nové metody a kroky pro výpočet ohybové síly
Kvůli požadavkům na design nebo proces je někdy obtížné splnit výše uvedené dva dodatečné požadavky současně. V tuto chvíli by se pro výpočet ohybové síly neměl používat doporučený výpočetní vzorec, ale měl by být proveden podle následujících kroků.
(1) Podle tloušťky desky S, poloměru ohybu r a spodního otvoru V matrice se vypočítá poměr šířky k tloušťce a poměr průměru k šířce.
(2) Vypočítejte šířku průmětu deformační zóny podle deformace plechu.
(3) Použijte vzorec (1) pro výpočet ohybové síly.
Při výpočtu byl uvažován rozdíl poloměru ohybu a změna odpovídající deformační zóny. Z toho vypočítaná ohybová síla je přesnější a spolehlivější než výsledek vypočítaný podle obvykle doporučovaného vzorce. Nyní uveďte příklad pro ilustraci, jak je znázorněno na obrázku 4.

Obrázek 4 Nová metoda výpočtu
Známé: Tloušťka plechu S=6mm, délka plechu l=4m, poloměr ohybu r=16mm, šířka spodního otvoru matrice V=50mm a pevnost materiálu v tahu σb=450N/mm2. Najděte ohybovou sílu potřebnou pro volné ohýbání.
Nejprve najděte poměr stran a poměr průměru k šířce:
![]()
Za druhé, vypočítejte šířku průmětu deformační zóny:

Nakonec použijte rovnici (1) k nalezení ohybové síly:
![]()
Pokud se pro výpočet ohybové síly použije obvyklý doporučený vzorec:
![]()
Z ![]() = 1,5, je vidět, že rozdíl mezi těmito dvěma je 1,5krát. Důvodem této chyby je, že poloměr ohybu v tomto příkladu je relativně velký a odpovídající deformační plocha je zvětšena, takže je při ohýbání zapotřebí větší ohybová síla. V tomto příkladu je poměr průměru k šířce = 0,32, což překročilo dodatečné podmínky pro parametry uvedené výše. Je zjevně nevhodné používat pro výpočet ohybové síly obvykle doporučovaný vzorec. Výhody nové metody výpočtu můžete vidět na tomto příkladu.
= 1,5, je vidět, že rozdíl mezi těmito dvěma je 1,5krát. Důvodem této chyby je, že poloměr ohybu v tomto příkladu je relativně velký a odpovídající deformační plocha je zvětšena, takže je při ohýbání zapotřebí větší ohybová síla. V tomto příkladu je poměr průměru k šířce = 0,32, což překročilo dodatečné podmínky pro parametry uvedené výše. Je zjevně nevhodné používat pro výpočet ohybové síly obvykle doporučovaný vzorec. Výhody nové metody výpočtu můžete vidět na tomto příkladu.
Závěr
Zde uvedené kroky a vzorce pro výpočet ohybové síly platí nejen pro úhlové ohýbání plechu, ale také pro obloukové ohýbání (přesně řečeno by se mělo nazývat úhlové ohýbání s extra velkým poloměrem ohybu). Je třeba zdůraznit, že tvar formy je zvláštní, když je plech ohnut do obloukového tvaru. Při výpočtu průmětu deformační zóny se musí počítat podle technologických parametrů stanovených v technologickém postupu, které nelze vyjádřit jednoduchým vzorcem.
Při navrhování formy ve tvaru oblouku pomocí metody uvedené v tomto článku pro výpočet ohybové síly lze získat uspokojivé výsledky.
Související produkty
 Jak vybrat vhodnou matrici ohýbačky ohraňovacího lisu
Jak vybrat vhodnou matrici ohýbačky ohraňovacího lisu- Jak vybrat tonáž hydraulického ohraňovacího lisu
- Proč přidat kompenzační systém k ohraňovacímu lisu
- WILA Efektivní řešení ohýbání středních a silných plechů
- Využijte dovednosti CNC ohýbačky
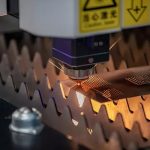
- Výhody vláknových laserů pro jejich budoucí propustnost v předních průmyslových odvětvích
- Konvenční sekvence ohýbání a specifikace denního použití formy ohýbacího stroje
- Kantonský veletrh
- Co Je Korunování ohraňovacího lisu
- Jak vypočítat povolený ohyb pro váš ohraňovací lis